
小集団活動記録
定期記録
9/7~9/14小集団活動
2022-09-14
自製グリップゲージ
9/14活動では、圧力計を高圧に対応できるものに交換しました。(写真①②)
これで高圧も測定できるようになりましたが、
目盛が大きくなった事で、測定前に0にする為の油の微調整がかなりシビアになりました。
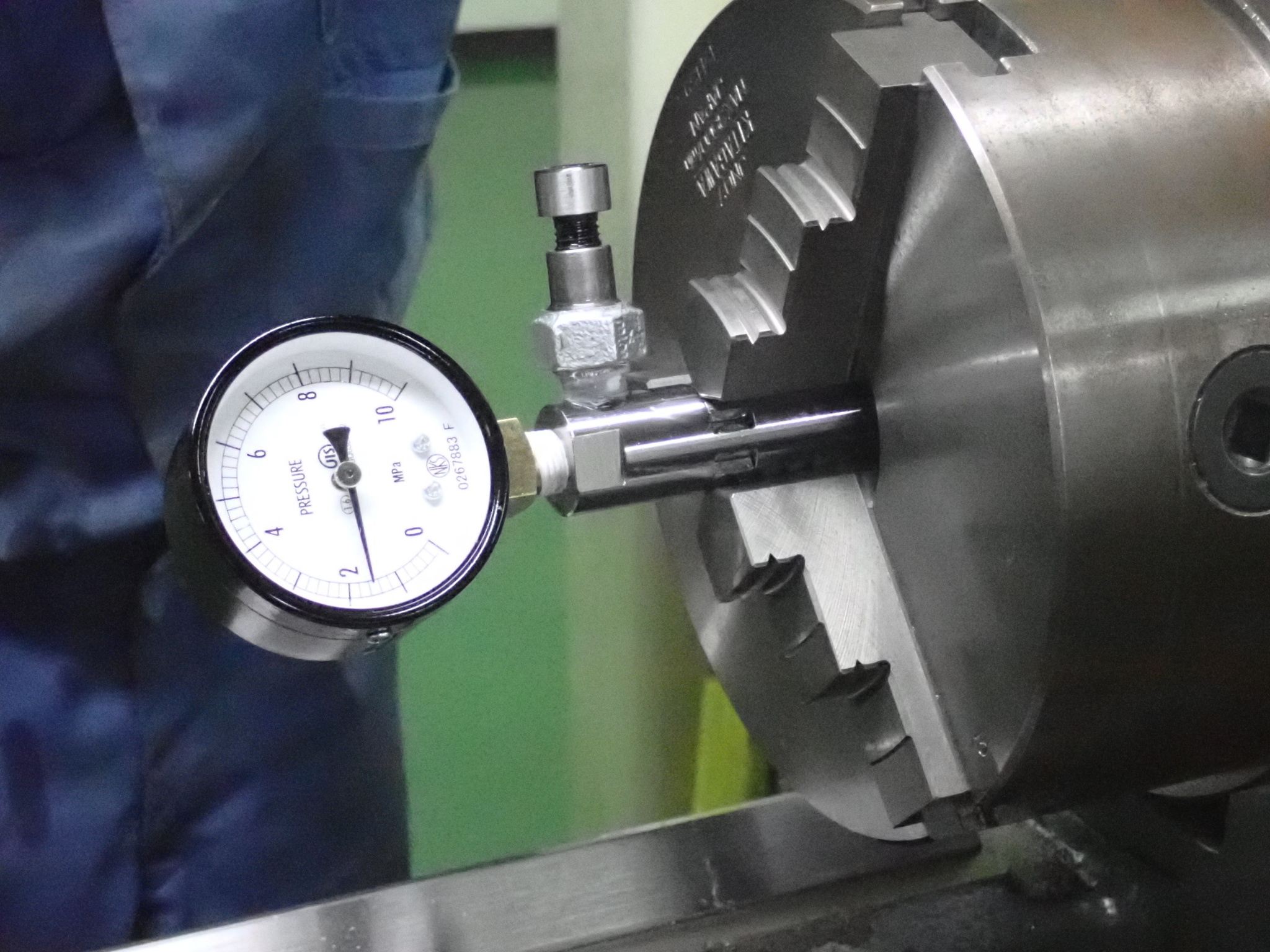
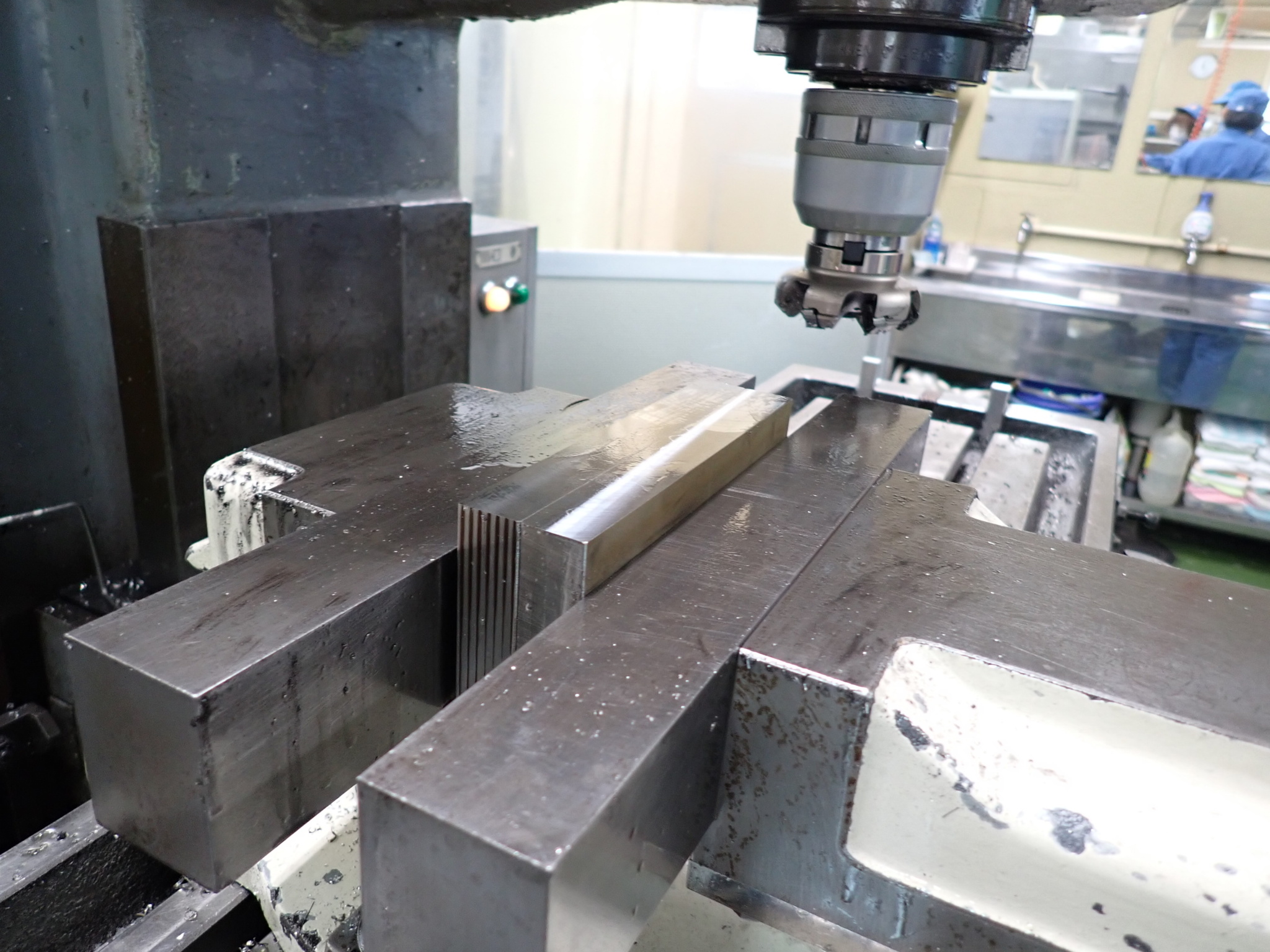
汎用旋盤(写真③)、NC(写真④)それぞれでテスト。
おおよそ問題なく使用出来そうです。
一応これで完成?
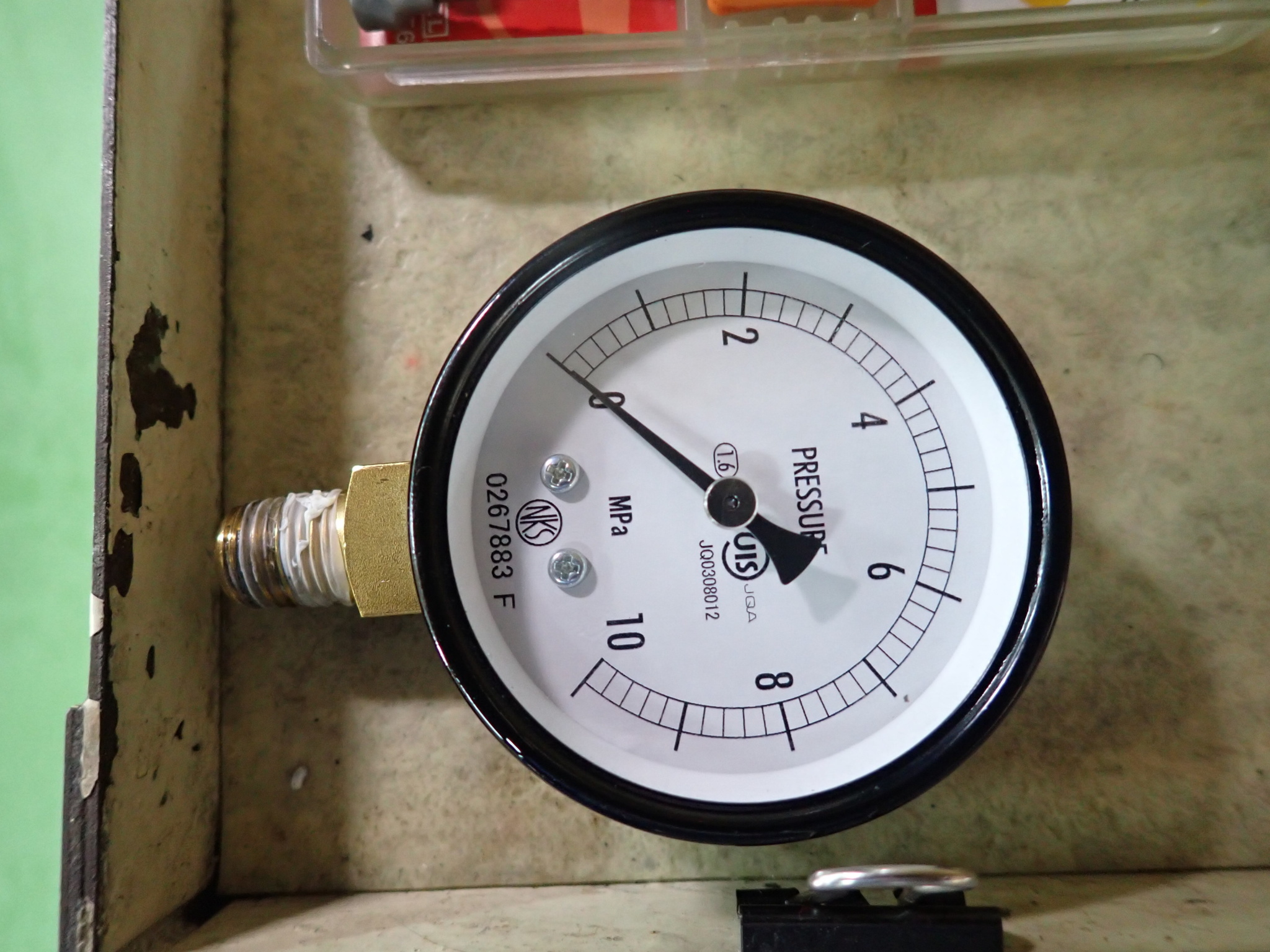
①今まで

②高圧対応

③汎用旋盤

④NC
7/27~8/31小集団活動
2022-08-31
自製グリップゲージ
7/27の活動では油を封入しての動作確認を行いました。
動作は問題ありませんでしたが、やはり多少の油漏れがありました。(写真①、②)
次回活動時に、高圧に対応できる圧力計に交換します。

写真①
写真②
6/22~7/6小集団活動
2022-08-30
自製グリップゲージ
タップの追い込み(写真①)と、Oリングの装着まで完了しました。
次回は油を入れて油圧を確認します。

①タップ作業
6/1・6/8小集団活動
2022-06-17
自製グリップゲージ
油圧調整用機構を製作します。
ユニオンの片側のネジ山を、旋盤で削って無くし(写真①②)
内径側にネジを切ります。(写真はありませんが、③に写っています)
また、六角穴付きボルトに対して、先端のネジ山を無くして溝を作る追加工を行いました。(こちらも写真はありませんが、③に写っています)
次回はOリングの装着・テストと、PT1/4の追い込みを行います。

①これを削ります

②片側のネジ山が無くなりました

③本体と油圧調整機構(組み立て前)

④油圧調整機構を組み立てました

⑤こんな感じになる予定
5/18・5/25小集団活動
2022-06-17
自製グリップゲージ
5/18はピンの面取りからスタートです。
掴む所が全然ないので(写真①)掴み方を工夫しないといけませんでした。
本体(測定器固定部分)にはシールの巻き直しを行いました。
ピン部分をリングゲージで固定して、限界を見ながら
測定器を回していきます。(写真③)
…やはり油が漏れる模様。
原因となる箇所を特定する為、リングゲージで固定した状態で放置する事になりました。
5/25、放置していたグリップゲージを確認。
やはり測定器側から漏れているようでした。
現状では人の手で絞めているので、それが原因かも?
ということで、スパナで固定できるように改良します。(写真④)
また、油圧調整の機構も必要なのではという事でそちらも加工していきます。(写真なし)
2方取りと、油圧調整機構用の穴開けが完了しました。(写真⑤)
バイス口金の製作
5/18 フライスにて側面の2面削りを行いました。(写真⑥)
5/25 写真はありませんが、平研と座ぐり加工(写真⑦)が完了。
バイス口金はこれで完成です。
①ピン面取り
②面取り完了(左側)

③リングゲージで固定

④2方取り

⑤完了
⑥側面2面削り

⑦座ぐり加工

