
小集団活動記録
定期記録
5/11小集団活動
2022-06-02
自製グリップゲージ
本体やピンのバリを落としてから、本体を組み立て、
油を封入して動作テストを行います。
1回目:反応が薄い上に、圧がどんどん下がっていく(参照:写真①~②)
どうやらゲージ内部に入れた油の量が少ない為に、あまり反応していない様子。
また、圧が下がっていくという事はどこからか油が漏れています。
2回目:本体をどぶ漬けしてゲージ内部に油を満たします。(写真③)
計測器の反応は良好。油の量が不足していたのが原因だったようです。
しかし、強く握ると油が暴発してピンが飛び出しました。
3~n回目:ピンのデフォルトの位置の微調整や、気泡の除去を繰り返すこと数回、
ついにグリップ可能な状態にすることが出来ました。
が、やはり油漏れが発生している模様。
油の封入口から洩れているようです。
何度も開閉を繰り返したために、シールが摩耗して隙間ができたのではないかと推測。
また、油漏れの原因ではないものの、本体内部でピンが干渉してしまっている為
これも修正が必要です。
次回は油の封入口のシールやり直しと、ピンの先端の面取りを大きくする加工を行います。
1回目:反応が薄い上に、圧がどんどん下がっていく(参照:写真①~②)
どうやらゲージ内部に入れた油の量が少ない為に、あまり反応していない様子。
また、圧が下がっていくという事はどこからか油が漏れています。
2回目:本体をどぶ漬けしてゲージ内部に油を満たします。(写真③)
計測器の反応は良好。油の量が不足していたのが原因だったようです。
しかし、強く握ると油が暴発してピンが飛び出しました。
3~n回目:ピンのデフォルトの位置の微調整や、気泡の除去を繰り返すこと数回、
ついにグリップ可能な状態にすることが出来ました。
が、やはり油漏れが発生している模様。
油の封入口から洩れているようです。
何度も開閉を繰り返したために、シールが摩耗して隙間ができたのではないかと推測。
また、油漏れの原因ではないものの、本体内部でピンが干渉してしまっている為
これも修正が必要です。
次回は油の封入口のシールやり直しと、ピンの先端の面取りを大きくする加工を行います。
バイス口金の製作
現在使用している口金が傷んで来た為新しいものを作る事になりました。
写真はありませんが、
写真はありませんが、
今回はケガキ線を引き、センター穴悪口~穴開けまで行いました。
次回は座ぐり加工とフライス加工を行います。
次回は座ぐり加工とフライス加工を行います。

①油を封入します

②一応反応はしたものの・・・

③どぶ漬けで油を封入します

④グリップはできるが・・・
4/6 ・4/27小集団活動
2022-04-29
自製グリップゲージ
4/6はピンの最後の一つを製作しました。
前回の活動で、掴んでいる部分のキズや食い込みを考慮したところ中心がズレてしまった為、今回はキズを気にせず強く掴む方向で加工しました。(写真を撮り忘れてしまった為、画像はありません。)
4/27の活動では、本体部分の横穴と溝の加工を行いました。
ボール盤を使用し、センター穴加工からリーマ加工までを行います。
穴の位相関係指示がある為、割出し台を使用しました。
穴加工が完了したら、次はフライスで溝加工を行います。
それぞれ平行出しに時間がかかっていますが、今回は特にこれといった問題なく作業が完了しました。
次回はOリングとピンを本体にはめ込みます。
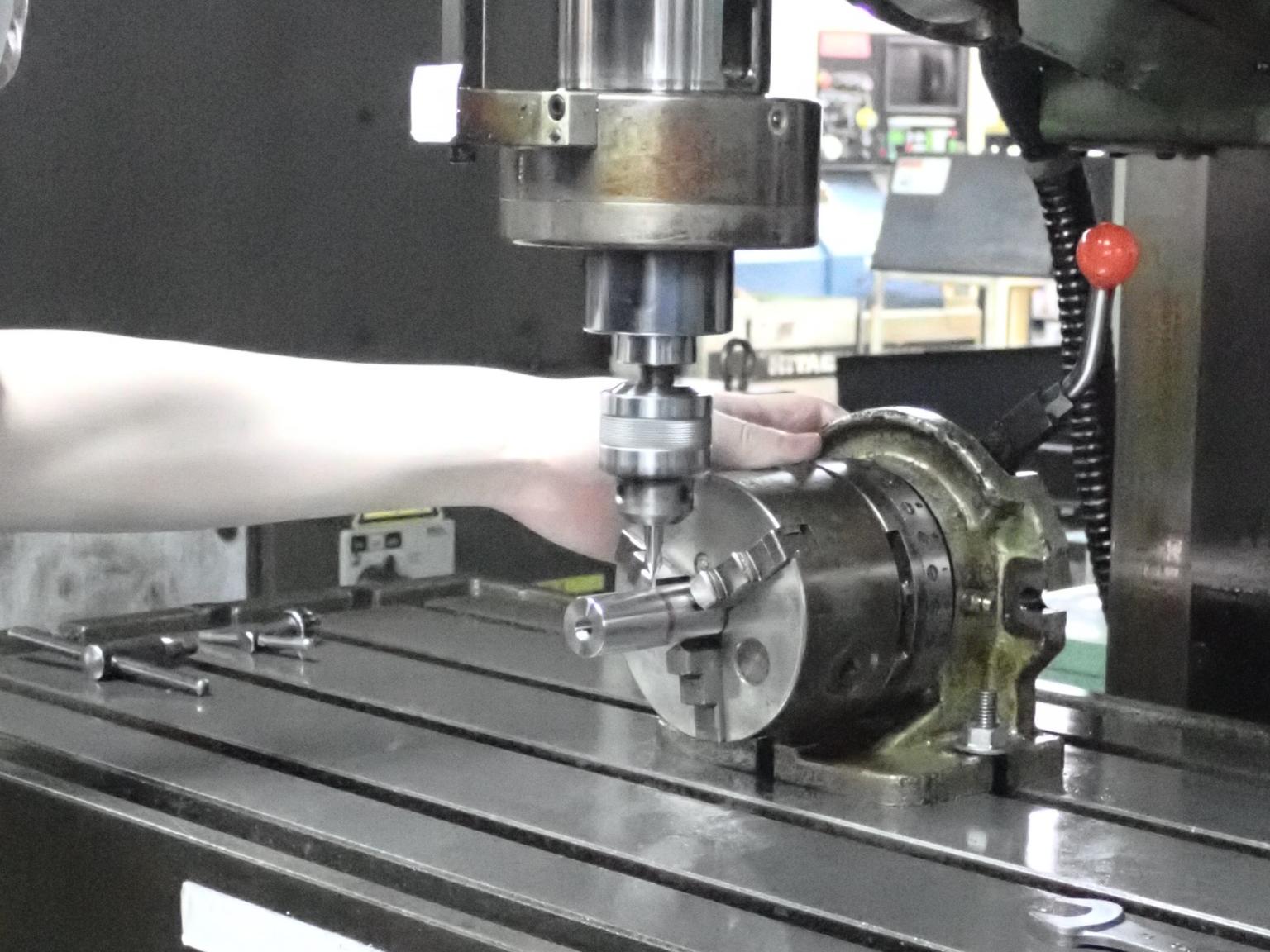
センター穴加工

センター穴加工完了
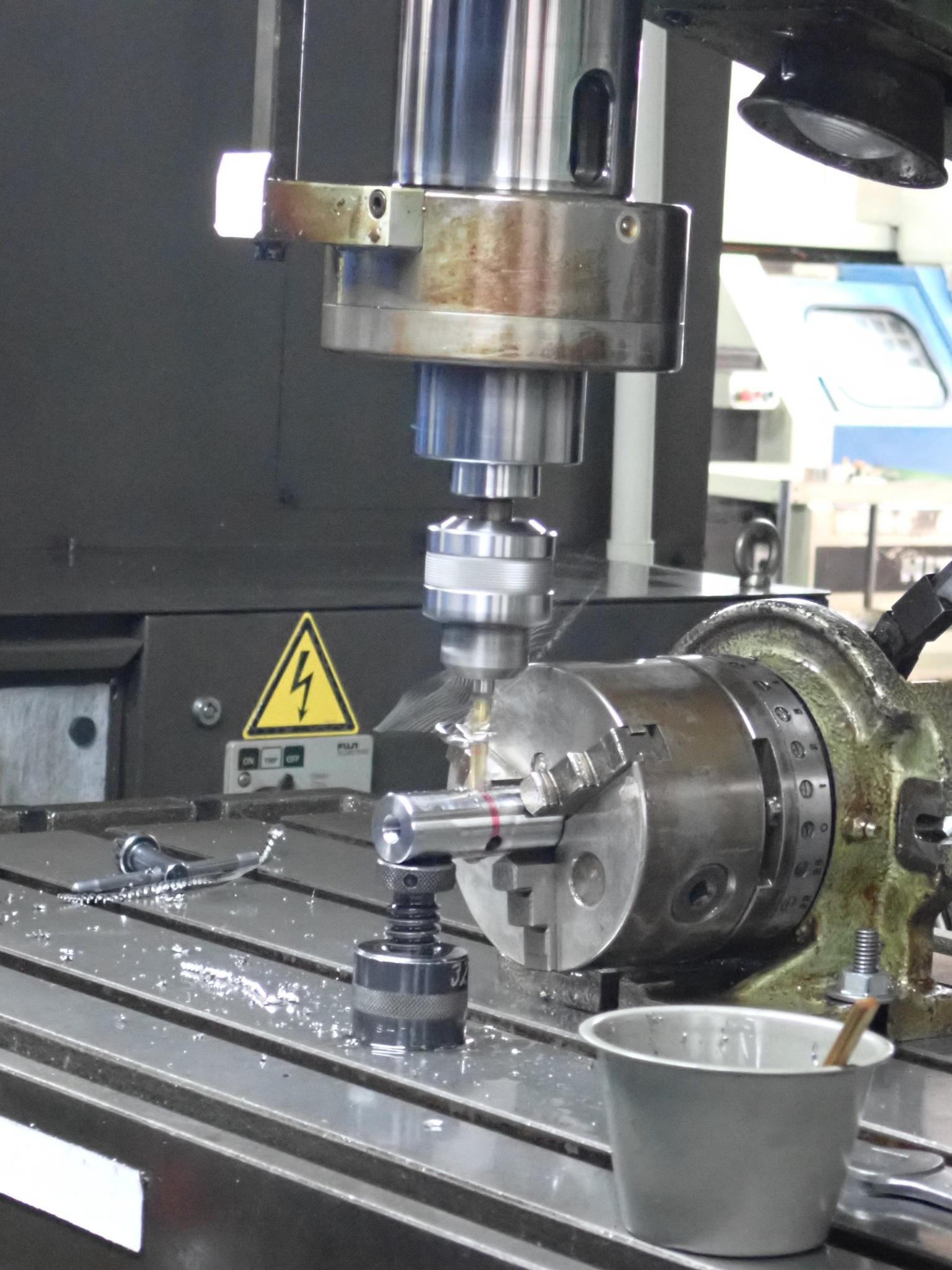
下穴加工
下穴加工完了
リーマ加工
リーマ加工完了
フライス溝加工

フライス加工中

バリ取り

本体の加工が完了しました
3/30小集団活動
2022-04-06
チップホルダの折損ロックスクリュー除去
今回の活動では、
使えなくなってしまった工具の修理も行いました。
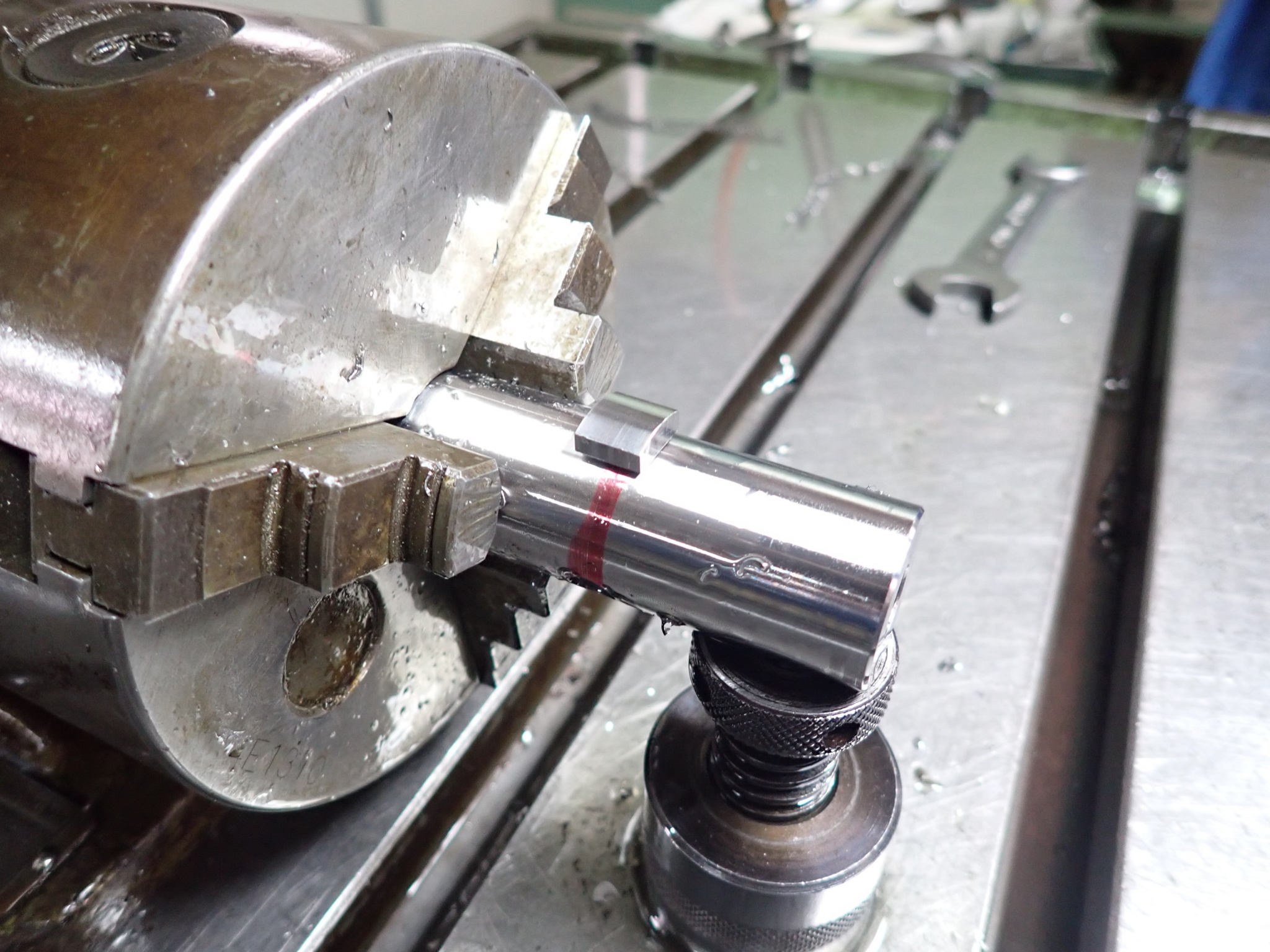
チップの固定に使用する、ロックスクリュー(写真①)という部品が
ホルダの中で折れてしまい取り出せなくなってしまったという案件です。(図1)
エキストラクターという専用工具を使用して除去します。
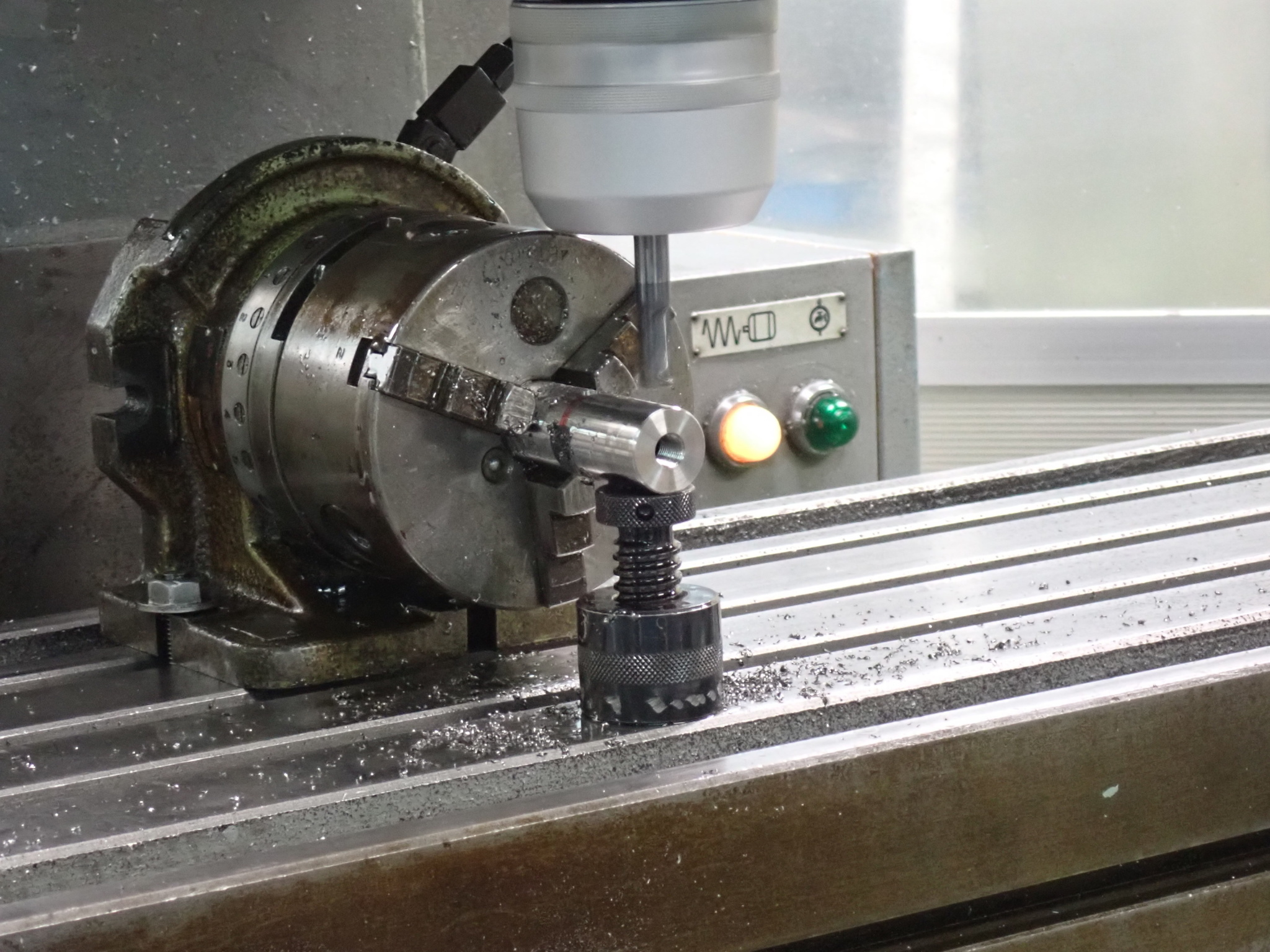
今回、ロックスクリューがくびれ部分で折れており、頭部分とくびれの一部が残留する形で埋まっているので、まず頭側から穴を開けます(写真②)
穴が貫通したら、今度は逆側(くびれ部分が付いていた側)にエキストラクターを叩き込みます。(写真③)
叩き込んだエキストラクターにタップハンドルを取り付け、ロックスクリューのネジ方向とは逆側に回します。
埋まっていたロックスクリューを取り出すことができました。(写真④、⑤)
自製グリップゲージ
グリップゲージの、ピンの加工の続きです。
前回2個目を加工した時に、芯振れが起きないよう
しっかりと固定したところ、芯振れは防げたものの
掴んでいた部分にキズや食い込みができてしまったので
今回はそこも加味して調整しました。
結果…
前回程ではないものの、中心がズレでしまいました。
やはり、かなり強く掴まないとズレれてしまうようです。
とはいえ、使用は出来そうなので、これはこのまま採用し
次回、最後の1つ(最初に失敗した分の巻替え)を加工します。
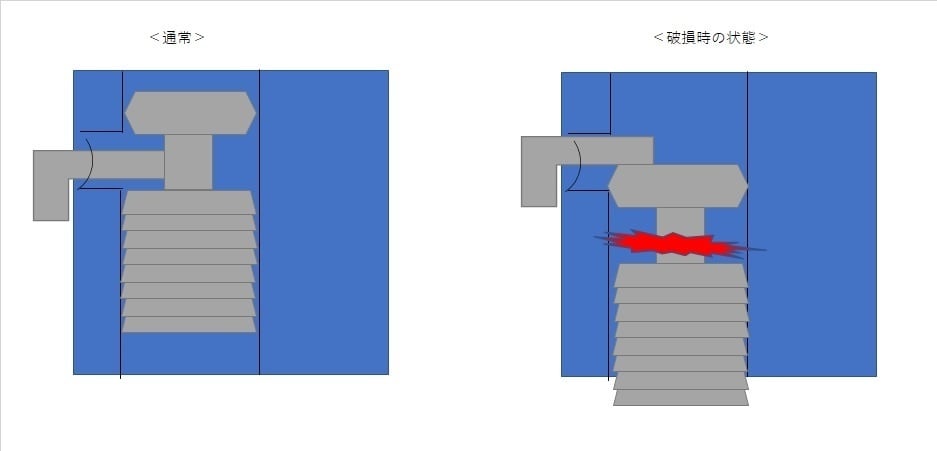
図1

①ロックスクリュー(参考用)

②ボール盤で穴を開けます
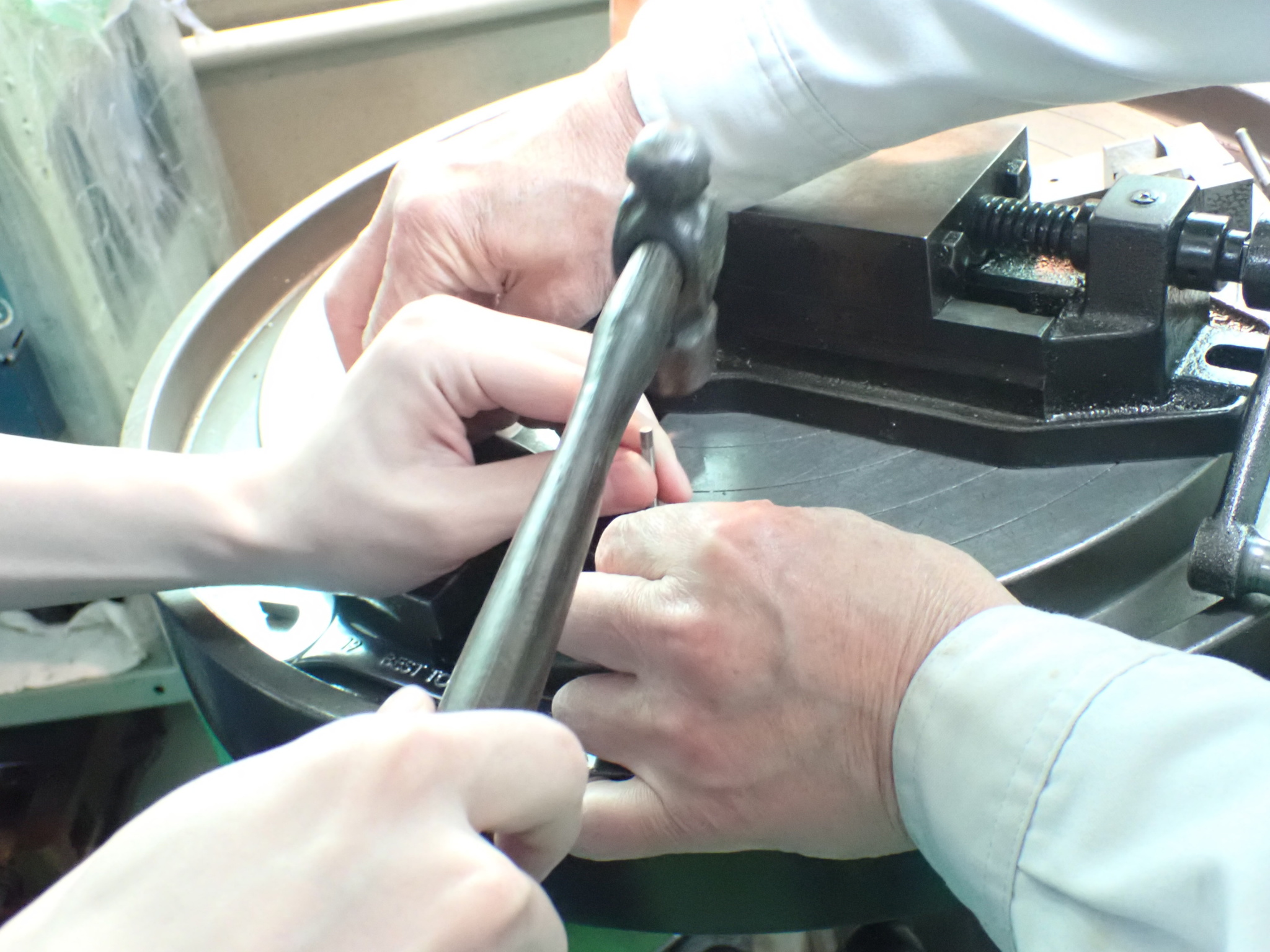
③エキストラクターを叩き込みます

④もうすぐ取れそう

⑤取れました
⑥残りのピンを作っていきます
⑦加工中

⑧3個目完成
~3/23小集団活動
2022-03-28
自製グリップゲージ
3/16と3/23の活動では、ピン製作の続きで、
軸となる部分とOリングをはめる為の溝の加工を行いました。
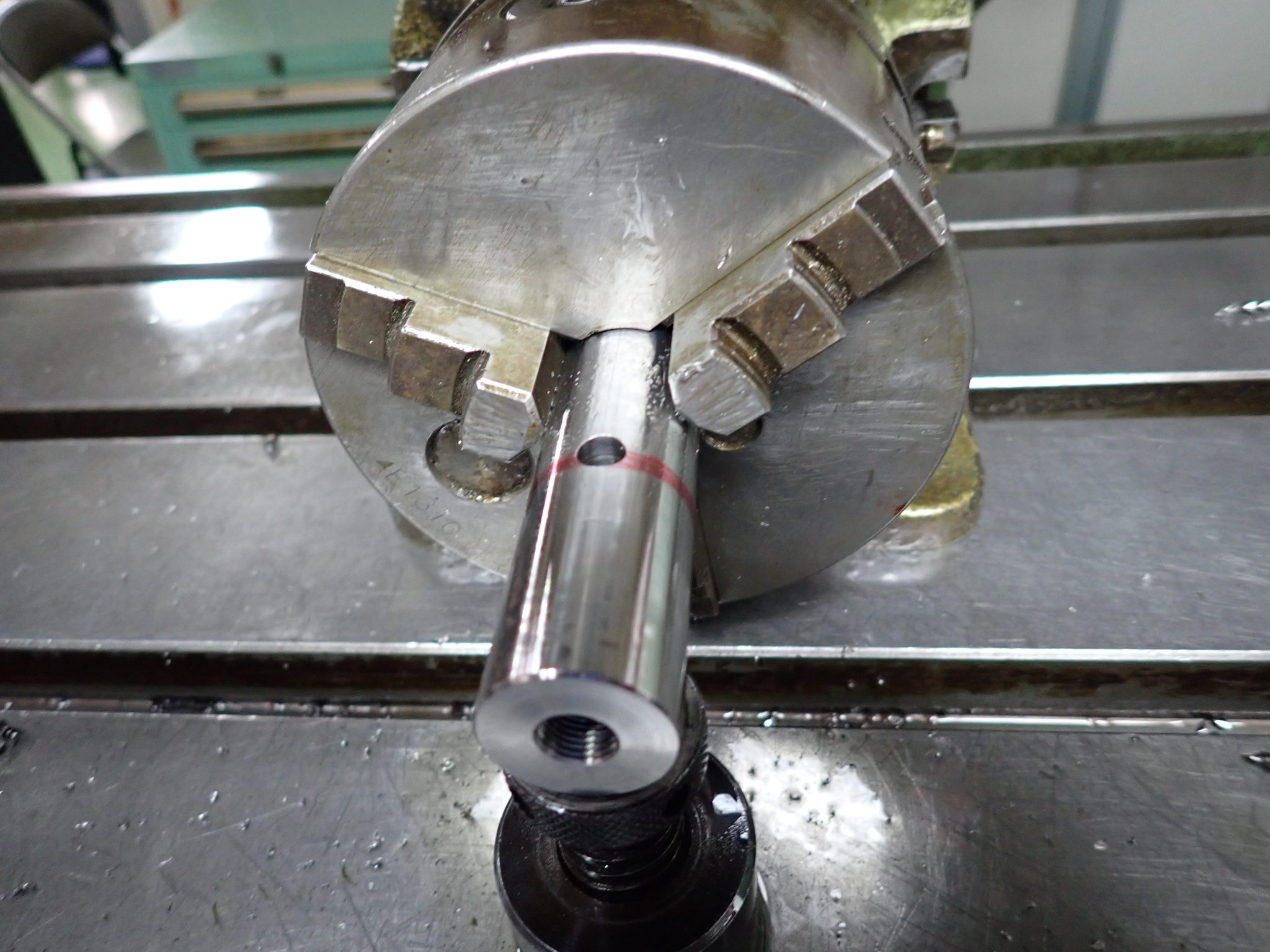
面積が少なく、さらに材料が丸ではなく角材の為
芯出しがとても難しい形状になっています(写真①)
そこはなんとかクリアでき、軸とOリング用溝まで加工完了しました。
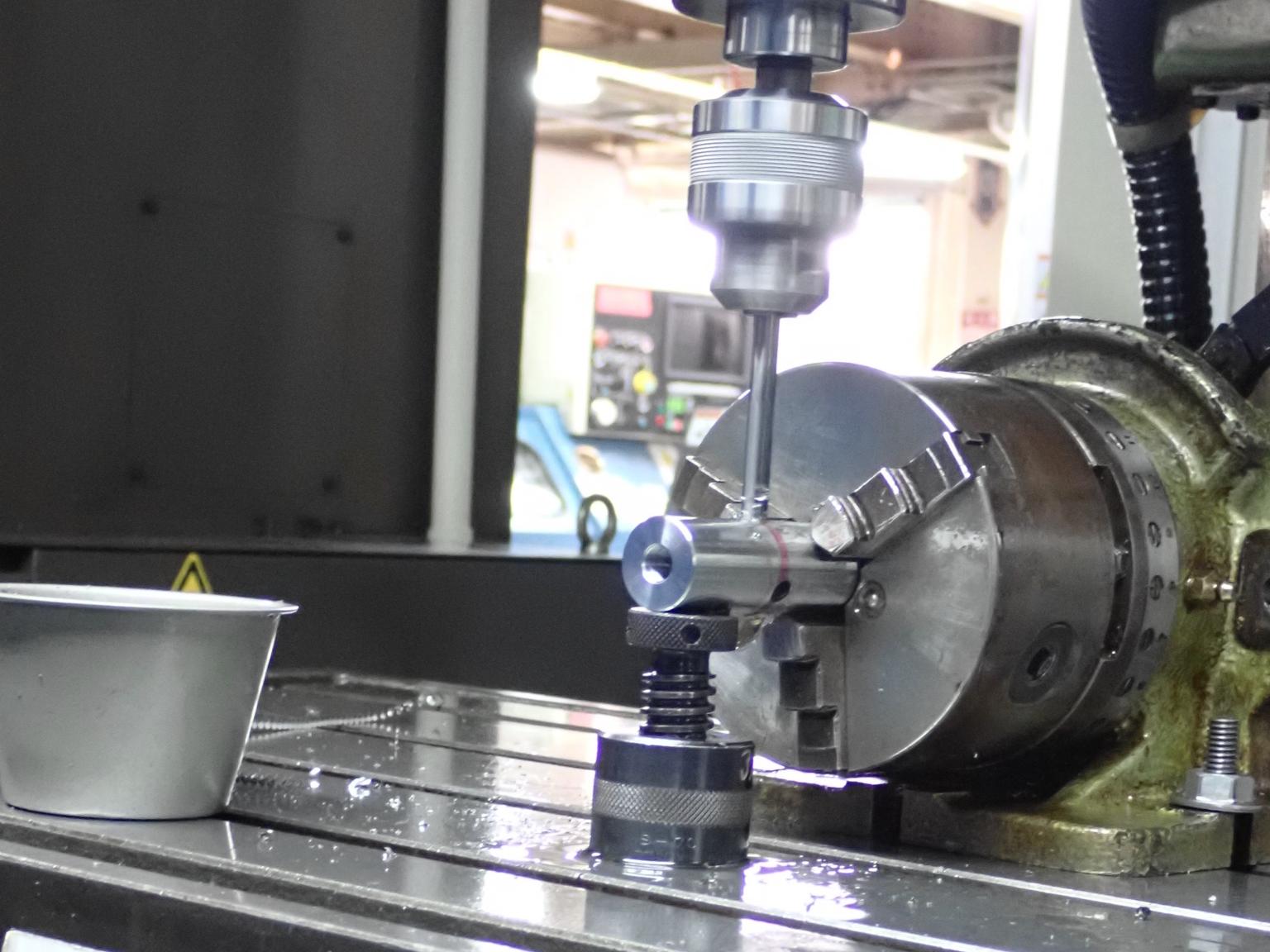
しかし、加工条件が悪く、掴める面積が少ない事もあり
センター加工していたにも関わらず、目で見えるズレ(芯振れ)を発生させてしまいました。
それを踏まえて、2個目の加工では、
チャックの掴み方や締め具合から加工条件まで、
一層シビアに確認します。
その甲斐あって、2個目では目に見えるような中心の振れは発生しませんでした。
2個目の溝加工まで完了しました。
1個めと2個目でOリングの溝位置が異なっています。
左側(成功作)の方を正として、残りを加工していきます。(写真③)
①軸を加工する前の芯出し

②Oリング溝加工完了

③左側が成功作
3/9小集団活動記録
2022-03-09
自製グリップゲージ
今回は、ピン製作の続きでフライス作業からのスタートです。
弧の頂点が中心に来るよう、計算しながら削ります。(画像①~③)
④の画像の形状のものをもう1つ用意します。
同形状のものが2つ出来たら、長辺の中心で切断して4つに分けます。
今回は弓鋸を使用し、手作業で切断しました。(画像⑤~⑥)
手作業とはいえ、熱がこもって材料がとても高温になります。
2つとも切断が完了したら、バリを取ります。
綺麗になりました。(画像⑨)
次回は軸となる部分と、Oリングをはめる為の溝の加工を行います。
①フライス作業

②片側できました

③反対側も加工します

④両側とも完了しました

⑤弓鋸で切断します

⑥あとは手で千切れます

⑦触ると熱いです

⑧残りの1つも切断します

⑨バリ取り後

